

激光焊接按照锡料状态分为锡膏、锡丝以及锡球激光焊。相比传统波峰焊、回流焊、手工烙铁锡焊等锡焊工艺,激 光 锡 焊 的 激 光 光 源 主 要 为 半 导 体 光 源(915nm)。由于半导体光源属近红外波段,具有良好热效应,其特有的光束均匀性与激光能量的持续性,对焊盘的均匀加热、快速升温效果显著,具有焊接效率高、焊接位置可控制、焊点一致性好等优势,非常适合小微型电子元器件、结构复杂电路板及 PCB 板等微小复杂结构零件的精密焊接。同时,普思立激光在锡焊领域深受国内广大客户的认可。
1、 激光锡丝焊接
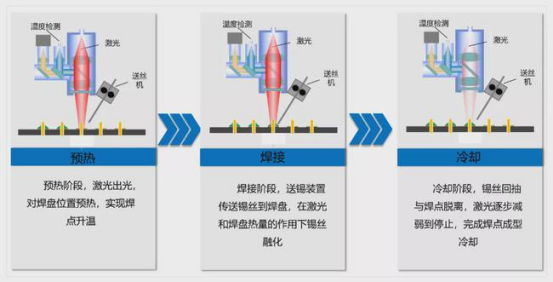
l 工艺介绍:激光预热焊件后,自动送丝机构将锡丝送到指定位置后,激光将低于焊件温度高于焊料熔点的能量送到焊盘上,焊料熔化完成焊接。
材料预热、送丝熔化及抽丝离开三个步骤的实施是决定激光送丝焊焊接是否完美的关键点。比方说,预热 PCB 焊盘时,温度一定要严格控制,温度高会对 PCB 焊盘及现有电子元件造成损伤,温度低无法起到预热效果。送丝和离丝速度要快,送丝速度慢,会产生激光烧灼 PCB 的现象,离丝速度慢则会出现多余焊丝堵住送丝嘴的现象。
l 应用介绍:普思立激光送丝焊接具有结构紧凑、一次性作业的特点,焊点饱满,与焊盘润湿性好,尤其适合PCB电路板、光学元器件、声学元器件、半导体制冷元器件等集成电路板及其单一电子元器件锡焊。

2.激光锡膏焊
l 工艺介绍:激光锡膏焊是以激光为热源加热锡膏融化的激光焊接技术。通过将锡膏涂覆在焊盘上,采用激光加热将锡膏熔化然后凝固形成焊点,操作比较简单。但由于锡膏是由小颗粒锡珠组合成,在激光光斑作用的边缘由于热量较低导致部分锡珠没有完全熔化而形成残留,对电路板有造成短路的风险,因此,激光锡膏焊尽量采用防飞溅锡膏以避免飞溅的锡珠造成短路。
·
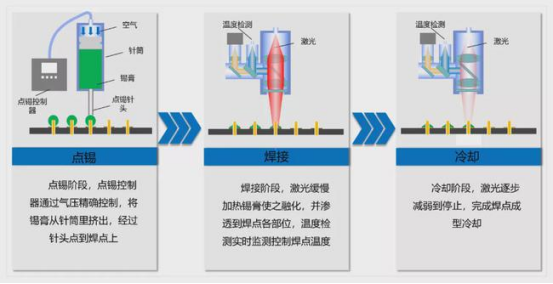
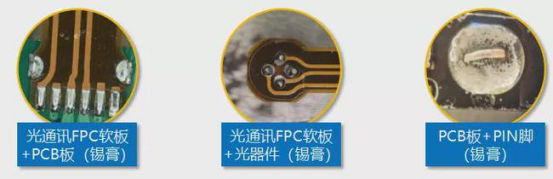
l 应用介绍:普思立激光锡膏焊一般应用在微小型的精密零件、工件的加固以及预上锡方面,此外,也适用于电路导通焊接,对于柔性电路板的焊接效果非常好,比如塑料天线座,因其不存在复杂电路,通过锡膏焊往往能达到不错的效果。
3. 激光锡球焊
l 工艺介绍:激光锡球焊分为喷球焊接和植球焊接,是一种全新的锡焊贴装工艺。这种工艺的主要优点是能实现极小尺寸的互连,熔滴大小可小至几十微米。能将容器中的锡球通过特制的单锡珠分球系统转移至喷射头,通过激光的高脉冲能量,瞬间熔化置于喷射头上的锡球,再利用惰性气体压力将熔化后的锡料,喷射到焊点表面,形成互联焊点。
l
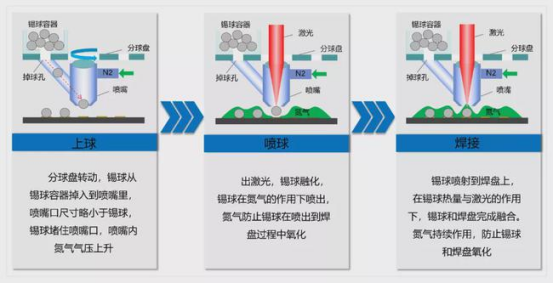
l 应用介绍:由于锡球内不含助焊剂,激光加热熔融后不会造成飞溅,凝固后饱满圆滑,对焊盘不存在后续清洗或表面处理等附加工序。且锡量恒定,分球焊接速度快、精度高,尤其适合高清摄像头模组及精密声控器件、数据线焊点组装等细小焊盘及漆包线锡焊。

普思立激光锡球喷射焊接台采用双工位工作模式,大限度利用锡球出射头提高焊接效率,出球速度达 3 球/s。焊接部分搭载直线电机结合送料研磨模组实现短距离平稳启停、长间距快速响应。高标准的重复定位精度保证产品焊接一致性、稳定性。此外,该设备操作简便,焊接过程中无需工具接触,避免了工具与器件表面接触而造成器件表面损伤,满足精密电子元器件焊接要求的同时,能帮助客户极大程度提高产能。
- 一种高效的锡焊——振镜激光锡焊 2021-12-14
- 激光锡焊在5G中的应用 2022-06-01
- 恒温激光锡焊在PCB+FPC柔性线路板领域的应用 2022-06-01
- 激光锡焊的优势和分类 2022-06-01
- 锡环-普思立预成型激光锡焊方案 2022-06-01
- 普思立激光助力海洋信息装备装联技术升级 2022-06-01
- 恭贺:普思立轨道交通传感器激光加工自动线成功交付使用 2022-06-01
- 激光锡焊在汽车电子制造中的应用 2022-06-01
- 普思立轨道交通传感器激光加工自动线成功交付使用 2022-06-01